-

莱芜市金鑫塑料机械有限公司
主营:pe管材生产线,滴灌灌设备 - 13906341170

莱芜市金鑫塑料机械有限公司
主营:pe管材生产线,滴灌灌设备 15
15
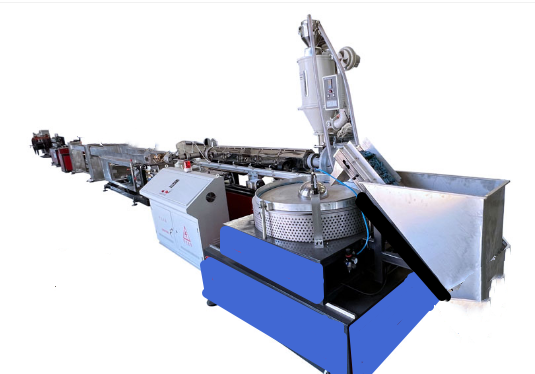
内镶圆柱式滴灌管生产线 1、挤出机 本挤出机采用Ф55,长径比30/1的单螺杆挤出机,主驱动采用高性能变频器,温控采用比例无触点控制,温度波动控制在±0.5℃。高的塑化性能,稳的速度控制,精的温度调节确保了滴灌管生产的稳定性。 2、滴头筛选及排序 采用斜圆盘旋转式离心方式,筛选速度快且稳定,筛选排序同时完成,噪音低,效率高。 3、成型及定径 挤出机头是管坯成形装置,该机头采用四件组合式直角机头,具有结构简单,重量轻,壁厚调节方便,熔融料流阻力小,等,,,特点。 定径采用了水密封真空定径的方式,有效地克服了因管径不同(有滴头处径粗,无滴头处塑管稍细)造成的真空波动,保证了滴灌管管径的精度及管壁的细密成度。 4、冷却水槽 该水槽采用不锈钢制成,采用全封闭注满水的工作原理。滴灌管悬浮在注满水的水槽中间,冷却效果好。该水槽在尾部还加装了高压吹风装置,使管子能干爽的进入下一工位(可前后移动水槽,并配有0.09KW感应调速电机)。 5、牵引机 该牵引机采用橡胶履带,气动悬浮式结构。履带与管壁紧密接触,牵引力矩稳定,驱动采用精密变频技术并与上位机PLC联网,确保了与挤出机速度的同步。一号牵引机还有个作用,那就是他克服了因打孔机的振动而造成的管壁的波动。 6、打孔机 该机采用了机械自动锁捕捉滴头。当有滴头通过时自动锁紧,管子带动自动锁向前移动。这时完成了捕捉,定位,移动的过程,打孔钻开始高速随动打孔,打孔完成时机械锁自动打开,高速返回原始位置,等待下一个滴头到来,完成一个打孔动作,打孔机有中心控制器PLC控制。 7、卷取机 采用双工位自动换卷的工作方式,自动换卷。开始工作时人工引导即可转入自动工作过程,当达到设定米数时,该工位停止并切断管子,机械手引导断头到另一工位,另一工位夹紧断头后即开始卷取动作,完成换工位卷取动作,该机在工作中自动保持滴灌管一定张力,自动完成往复排绕。 双层共挤内镶圆柱式滴灌管生产线详细配置及参数 一,挤出机 1 挤出机型号 SJ-65/30单螺杆挤出机 2 螺杆长径比 30:1 3 螺杆,螺筒材质 38CrMoAlA 4 氮化层厚度 0.4-0.7mm 5 氮化层硬度 HV840-1040 6 螺筒加热方式 铸铝加热器 7 螺筒冷却方式 离心式风冷电机 8 主电动机型号 Y37-4 9 主电动机功率 37KW 10 螺筒加热功率 9.6KW 11 减速箱型号 硬齿面减速箱 12 过滤网形式 圆通式长效过滤网 13 过滤网加热功率 2KW 14 上料方式 50公斤烘干料斗真空上料 15 机头: 1 机头材质 45#调制处理 2 机头加热放式 白精钢加热器 3 机头加热功率 3KW 三,真空定径水箱, 1 箱体材质 不锈钢 2 定径套材质 黄铜合金 3 定径套规格 ∮ 12,∮16, 4 真空泵型号 SK-0.4 5 真空泵电机功率 3KW 四,牵引机 1 牵引机形式 履带式牵引机 2 牵引电机功率 0.55KWX2 3 驱动方式 变频器驱动 4 牵引速度 2-20m/min 五,收卷 1 收卷放式 单工位自动收卷机 2 自动收卷速度 10-60m/min 六,电器 1 PLC 西门子S7-200 2 空气开关接触器等 正泰 3 变频器 欧瑞